Mécanique générale et de précision
partenaire industriel pour vos pièces usinées
partenaire industriel pour vos pièces usinées
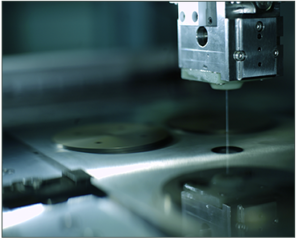
L’électroérosion par enfonçage, est un procédé d’usinage qui consiste à enlever de la matière dans une pièce en utilisant des décharges . Un fil conducteur animé d’un mouvement plan et angulaire découpe une pièce suivant une surface réglée.
On parle aussi d’usinage par étincelage. Cette technique se caractérise par son aptitude à usiner tous les matériaux conducteurs de l’électricité (métaux, alliages, carbures, graphites, etc.) quelle que soit leur dureté.
Le procédé d’usinage consiste à faire passer un courant dans un diélectrique, afin de générer une « bulle » de vapeur ou de vide qui s’ionise et se résorbe en implosant, entraînant la destruction de la matière. Cette destruction (micro-implosion) provoque l’étincelle. Le courant de forte intensité ionise un canal à travers le diélectrique. Une décharge disruptive se produit alors, de l’électrode vers la pièce à usiner, détériorant celle-ci très localement (quelque µm²). Le diélectrique refroidit alors les particules détériorées, qui tombent dans le bac de la machine sous forme d’une boue (micro particules de matière et diélectrique).
Les vitesses d’usinage ne sont pas très élevées (entre 0,2 et 10 mm/min), mais la précision en est tout à fait l’opposé. Sur une machine bien entretenue, on peut aisément atteindre plus ou moins 5 µm sur la cote désirée.
De l’eau ou une huile diélectrique spéciale est utilisée dans le bac où la pièce usinée est immergée. Elle est continuellement filtrée. Dans le cas de l’eau, elle est aussi dé-ionisée par une résine.
Le procédé est recommandé dans les usinages de matériaux très durs (mais impérativement conducteurs), des aciers trempés, ou encore dans les cas où la complexité de la pièce l’exige.
Les avantages de l’électroérosion :